
スマートファクトリー・ケーススタディ
生産性を上げる製造現場のIoT化。その実現に必要なこととは?(前編)――福井村田製作所が導入した、センサ活用による「予知保全」の狙いを紐解く
IoTという言葉が普及してから、さまざまな領域でIoT化の必要性が指摘されています。IoTとは、既存機器に通信機能やデータ取得機能をつけ、インターネット上で状態確認やデータ分析を行えるようにすること。膨大な機器を扱う製造現場も、IoT化を求められる領域の一つです。村田製作所のマザーファクトリーである福井村田製作所では、2016年から製造現場の大規模なIoT化を実施。センシング機能で設備一つひとつの動作状態をデータ分析し、故障や突然の停止が起こる前に改善する「予知保全」に取り組みました。このプロジェクトを推進した生産技術 久保寺に、IoT化推進のポイントを聞きました。
定期点検は、「過剰になりすぎる」というロスを生む
――まず、福井村田製作所で行ったIoT化について教えてください。
福井の工場では、ほとんどの製品を機械作業で生産しています。そこで、さまざまな設備にセンサなどの機械装置をつけ、機器の運転状態、動作のスピードやトルク、振動、温度・湿度といった数値をセンシングできるようにしました。そうして取得したデータから機械の故障を“予知”し、事前にアラートを出すように設定。アラートを感知したら、「保全担当者」と呼ばれる保全技術者が点検やメンテナンスに駆けつけます。
すべての機器に一律の装置をつけたのではなく、製品の品質に関わる項目について、機器ごとにセンサなどを設置。数値を常に測定し、アラートを出す基準ライン、「閾値(しきいち)」を設けました。このIoT化により、故障を予知して未然に防ぐ「予知保全(または予兆監視保全、状態監視保全)」が可能になります。

――これまでは、どのように設備の故障と向き合っていたのでしょうか。
大きく二つのやり方がありました。一つは「事後保全」で、故障が発生してから保全担当者が対応するもの。もう一つは「予防保全」で、定期点検などにより故障を予防する形です。ともに多くの工場で主流となっている方法ですが、それぞれに課題は存在しました。
まず事後保全ですが、故障や停止は突発的に起きるため、停まった分だけ工場の生産計画にズレが生じます。福井村田製作所は24時間365日稼動ですから、2時間停止すればその分をどこかで挽回しなければなりません。すぐに機器が復旧するとも限りませんし、重症であれば当初の計画から使う機器を変更する「配台変更」を行わなければなりません。さらに、停止する前の時点ですでに小さな動作不良が起きていた可能性があります。
また、保全担当者の人員にも限りがあります。突発的な故障だからこそ、彼らの手が空いておらず“保全待ち”の時間が生じることも。保全担当者は1日何件もの事後保全に追われており、すぐに確保できないケースも少なくありません。これは大きなロスと言えます。
――そういった突発的な故障によるロスをなくす意味では、もう一つの「予防保全(定期点検などで故障を予防する)」が効果的に思えます。ただ、こちらにも課題があったということですよね。
予防保全の課題は、対応が過剰になることです。予防が目的だからこそ、定期点検のスパンは最短周期になりやすい。仮に2ヶ月ごとに点検していた機器が、1度でも1ヶ月半で故障すれば、点検周期をさらに短縮してたとえば1ヶ月ごとにせざるを得ません。
この結果、過剰保全になる可能性があり、コストは膨らみます。また、保全担当者の業務負担が増え、かえって“保全待ち”が深刻化するケースも考えられます。
――それらを解決する手段として「予知保全」があるということですね。
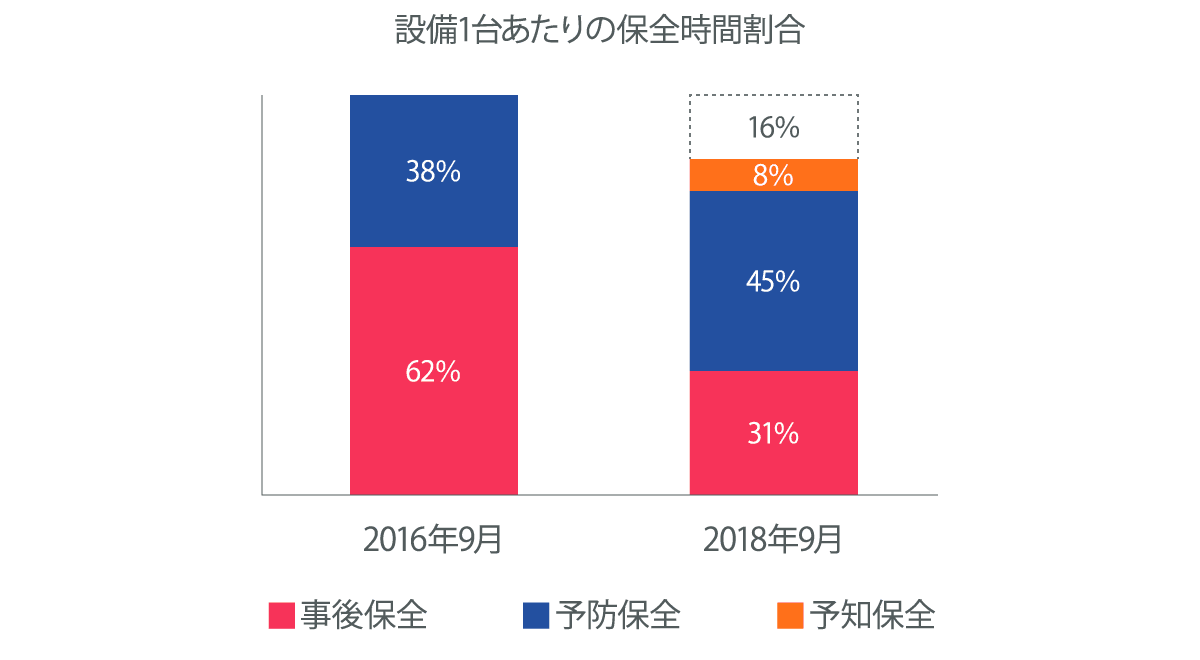
そうですね。壊れてから直す事後保全、定期的にメンテナンスをする予防保全に対し、予知保全は「このままだとそろそろ故障するかもしれない」というアラートを出して未然に防ぎます。2016年から導入しましたが、保全担当者の作業状況を見ると、導入前に比べて事後保全の作業時間が半分以下になりました。その分、予知保全に時間を割いています。何より、設備機器1台あたりの保全時間も減少しています。
予知保全の強化に取り組んだ結果、設備1台あたりにかける保全時間は、故障してから対応をする「事後保全」が2年間でおよそ半分に減少。また保全にかける総時間も16%削減した。
突発的な故障による生産ラインの停止や、生産ラインの変更などが大幅に減ったことで稼働率が向上し、生産ロスも削減された。
突発的な故障が減った影響で、定期点検にあたる「予防保全」にかける時間がわずかに増加しているが、現在は、この時間を予知保全に置き換えることに注力している。
- 事後保全:故障が発生してから対処をする保全方法。
- 予防保全:一定の期間ごとにメンテナンスを行う保全方法。
- 予知保全:IoT等によって故障/不良の予兆をとらえて未然に防ぐ保全方法。
事後保全が減少するということは、突発的な設備停止がなくなることを意味します。アラートで事前にメンテナンスの必要性がわかるので、保全担当者は工場全体の生産計画やラインの稼動状況を見ながら、「この日の何時から」と計画的に保全を行える。急に故障して、保全担当者の手が空くまで待機することも少なくなります。それは工場の生産性を上げ、増収増益を生むことにもつながるのです。
IoT化を行ったのは、それ自体が目的ではなく、あくまで工場の生産性アップやより計画的な生産を行うことが目的でした。その手段としてIoT化があると思っています。
予知だけでなく、故障の原因を探る上でもデータの活用が有効になる

――生産の計画性にもつながるとは、具体的にどのようなことでしょうか。
冒頭で話した「配台変更」についても、導入前は全体で約3割の配台変更がありましたが、現在は約1割に減っています。また、通常は設備機器の所有台数が増えると、保全担当者1人あたりの保全時間も増えるのですが、予知保全の効果で減少しています。
予知保全自体は決して新しいものではなく、さまざまな実績が出ています。たとえば航空業界では1970年代頃から導入しているという記事*1も見られます。航空機は故障を絶対に避けなければならず、もちろん事後保全は主流ではありません。一方、部品が高度化・複雑化する中で、定期点検をはじめとした予防保全は年々細かくなり、コストの高騰を招きます。
その中で、航空業界では予知保全の比重を高めており、コストを抑制しつつ故障を防いでいるという分析も見られます。
*1 ITmedia エグゼクティブ「次世代メンテナンスのありかた」
https://mag.executive.itmedia.co.jp/executive/articles/1508/17/news015_2.html
――今回の予知保全では、センシングのデータをもとにアラートを出すシステムを構築しましたが、アラートを出すライン、閾値はどう決めていったのでしょうか。
まずは保全担当者の経験や知見をもとに閾値を決めました。しかし、彼らの感覚を数値に落とし込むのは簡単ではなく、導入直後はどうしても誤報が出ます。アラートが出る前に故障する、逆にアラートが早すぎるなど。しかし、データを貯めるうちにより科学的な閾値を設定できるようになり、アラートの正確性は増していきます。
機器の故障原因を探るとき、これまでは保全担当者の経験値やセンス、五感で分析するしかありませんでした。しかしIoT化により、動きや状態に関するデータをもとに科学的な分析を行うことができます。予知だけでなく、故障後も数値の推移を振り返りながら、何が原因だったのか、どこに問題があったのかを詳細に考察できるのです。IoTによって機器の状況を「見える化」できるからこそのメリットではないでしょうか。
――故障原因の究明という点でも、IoTが活きてくると。
はい。ですから、今後はデータ分析の人員も増やしたいと思っています。機械や工場のノウハウを知り尽くした保全担当者とともに、データを見ながら傾向や法則を見つける専門家が求められるのです。ある意味で異分野の両者ですが、それぞれをつなぎ合わせるのも私たちの役割だと思っています。
――保全の質を上げるために、データの活用はポイントとなりそうですね。

その視点で、保全担当者同士のデータ共有にも力を入れています。IoT化に合わせて導入した「TEAM」*2という保全力向上支援システムです。病院のカルテのように、機器ごとにこれまでどんな修理や交換が行われてきたか、履歴がデジタルで記録され、タブレットなどでいつでも閲覧可能。さらに、基本的な部品交換などについては電子マニュアルも用意し、経験の浅いスタッフでもマニュアルを見ながら作業することができます。
これまでも、機器ごとの修理・交換履歴を記録する仕組みはありました。しかし、デジタル化が不十分だったために、たとえば保全担当者は資料を確認するために、現場からオフィスまで戻る必要があった。広い工場ではその移動がロスになり、履歴情報の活用が進まなかったのです。
TEAMではタブレットでどこでも確認ができるので、その点でも効率化につながっています。何より、履歴情報が有効活用されるサイクルになると、記入する側も自然と詳細に記そうと努めます。結果、より質の高いカルテになっていくと実感しています。
*2 TEAMは福井村田製作所で企画し、パートナーのソリューションをカスタマイズして作り出したシステムです。
――もちろんこのような「共有」が修理時間の短縮や、質の向上につながりますよね。
はい。さらにもう一つの機能として、TEAMでは保全チームに現在要求されているタスクが一覧で表示されます。それを見ながら、優先順位をつけて保全担当者を適切に割り振ることが可能です。これまでは、故障したら保全担当者個人に直接連絡していたため、1人の人間にタスクが集中したり、優先すべき作業が後回しになったりということがありました。
それらが一元管理されるので、保全担当者同士の連携や業務の割り振りが生まれます。もちろん、予知保全のアラートが鳴れば、それもTEAMに反映されるので迅速な対処につながると考えています。
福井村田製作所 生産技術 久保寺
1994年、福井村田製作所に入社。製造、保全、製造合理化の現場を経て、現在は設備保全業務におけるプロセス革新推進の中心的な役割を担う。事後対応の保全から、未然に察知して防止する保全業務への転換をするため、「予知保全」を導入。予知保全プロセスの明確化、予兆監視技術の確立、実運用の浸透策実行などを行なう。また、保全業務を支援するためのシステム開発にも従事。プロジェクト開始3年で、事後保全時間の半減を達成した。
2016年に形となった、製造現場のIoT化。導入後に生まれた数字的な変化から、IoT化のメリットが伝わってきます。一方、メリットは分かっていてもIoTの導入がなかなか進まないという悩みも多いはず。上層部の理解を得られないケースもあるでしょう。ではなぜ、福井村田製作所はIoT化を推進できたのか。後編記事で聞いていきます。
