
Smart Factory Case Study
The sensor-based “predictive maintenance” implementation at Murata's Fukui Manufacturing facility(Part 1 of 2)
Since the popularization of the word “IoT,” many have recognized the necessity of its implementation in various industrial fields. IoT is the incorporation of information transmission and data collection functions from existing machinery, along with the subsequent utilization of the internet to monitor the conditions of this machinery and the analyzation of the data collected from them. Manufacturing sites handling a large number of equipment make up one sector where there is a demand for IoT integration. Murata Manufacturing’s main factory, Fukui Murata Manufacturing, began IoT integration on a large scale at its manufacturing site in 2016. Here, they worked on implementing techniques known as “predictive maintenance,” where sensor technology is used to analyze data on the operating conditions of each and every part of their facilities to make improvements right before machine failure or sudden downtime occurs. We asked Mr. Kubodera of production technology at Murata Manufacturing and the driving force behind this project, about the key points to driving forward the integration of IoT technology.
Regular inspections lead to losses due to being “too excessive”
――Would you please tell us about the IoT integration that took place at Fukui Murata Manufacturing?
At our Fukui factory, most of our products are being manufactured with machines. Since this is the case, we attached sensors and other mechanical devices to our different machines so that we can gauge their operation conditions, operating speed and torque, vibration, temperature, and humidity. With this data, these devices are programmed to “predict” imminent machine failure and alert us in advance. Once an alert is detected, our maintenance technology experts, who we call our maintenance staff, promptly run inspections and perform maintenance on the machines they were alerted about. Instead of attaching the same device to all of the machines, we look at each machine and the way in which it affects product quality, and set up sensors and other devices accordingly.
Data values are constantly monitored, and from these values we establish thresholds, or certain reference lines that we are alerted of when they are reached. This implementation of IoT technology in our manufacturing site makes predictive maintenance achieveable and extremely effective, from this continous monitoring of signs and the operating condistions, allowing us to predict and prevent machine failure before it occurs.

――How did the factory handle machine failures before the implementation of IoT technology?
There were two main ways that we dealt with this. One is “corrective maintenance,” where the maintenance staff perform maintenance after a machine failure occurs. The other is “preventive maintenance” where we work to prevent machine failures through regular inspections and checks. These are conventional ways of handling machine failures in many other factories as well, but each came with its own set of issues.
With corrective maintenance, because failures and downtime can occur very suddenly, this method really sets us back on our production plans each time a machine failure occurs. Fukui Murata Manufacturing is in operation 24 hours a day, 365 days a year, so if we experience 2 hours of downtime, this loss needs to be made up somehow. Machinery may not be restored right away, and if it is a severe case, then we might have to carry out “machine replacement” and switch to a machine that was not in the original plans. To add to this, smaller malfunctions may have already been occurring before the machine stopped running.
We also have a finite number of maintenance staff. Machine failures occur without notice, so if the staff are already busy with other tasks, when a machine failure occurs, then there may be extra wait time before maintenance procedures can begin. Maintenance staff already get called in for multiple cases of corrective maintenance a day, so it is common for it to take time before the staff is available. This can results in a great manufacturing loss.
――You would expect that the other method, “preventive maintenance” would be effective in preventing this loss from sudden machine failures. But you mentioned that both methods had their own set of issues.
The issue with preventive maintenance is that it can be excessive. Because our goal is to prevent machine failure, these regular inspections can end up taking place very frequently. For example, if inspections originally took place once every 2 months for a certain machine, and that machine experiences a failure one and a half months after an inspection--even if it is just once--then the time between inspections will have to be shortened to, for example, once every month.
This can lead to an excessive number of inspections and tests, significantly raising costs. This can also add to the workload of our maintenance staff, making it even more difficult to get machine maintenance right away when machine failures actually occur.
――So you’re saying that a solution to these issues is “predictive maintenance.”
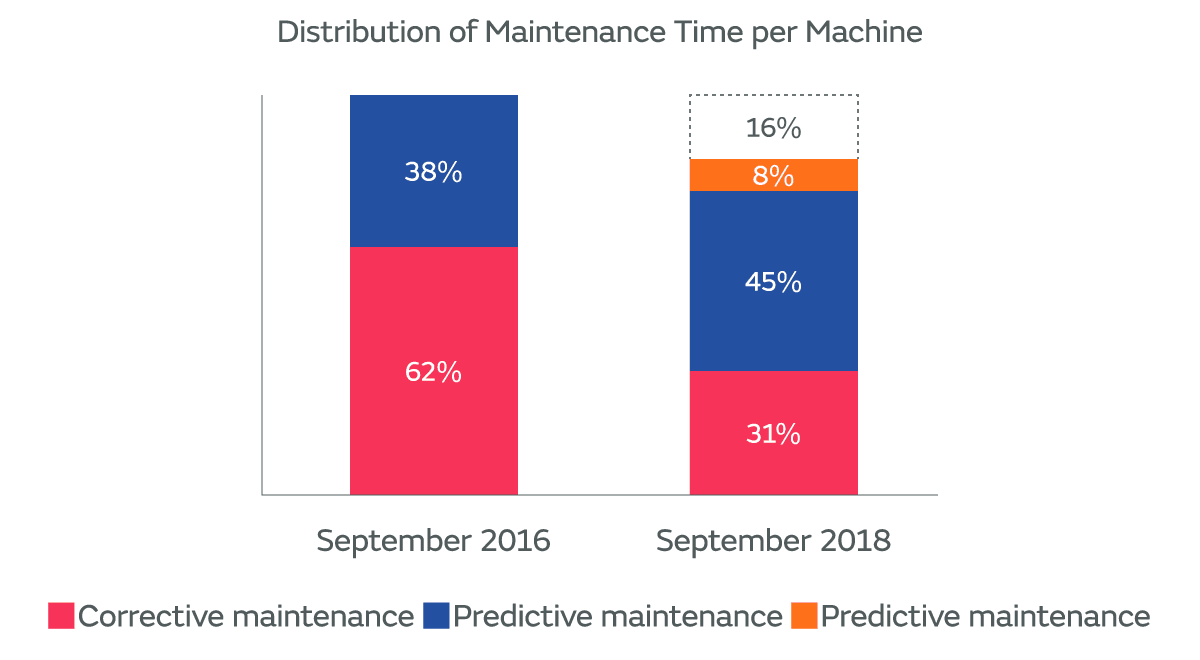
That’s right. Compared to corrective maintenance where we fix things after they break, and preventive maintenance where we routinely perform maintenance, predictive maintenance gives us alerts that say “there might be a machine failure here soon”, enabing us to prevent failures before they happen. We began implementing this method of maintenance in 2016, and when we look at the working conditions of the maintenance staff, we can see that the time they spend on corrective maintenance has dropped to less than half of what it was before the implementation. That time is instead being used for predictive maintenance. Most importantly, the maintenance time per machine is decreasing.
With more effort being put into predictive maintenance, in 2 years time, the amount of time spent on maintenance for each machine, or the corrective maintenance time spent on maintenance after a machine failure has occurred, has gone down to about half of what it was before. The total time spent on maintenance also went down by 16%.
With the great decrease in the number of cases of manufacturing downtime, including of production line stops and changes made to production lines from sudden machine failures, our rate of operation has improved and production loss has gone down.
With the decrease in cases of sudden machine failure, the time spent on routine inspections for “preventive maintenance” has increased slightly, but we are now working on replacing this with time for predictive maintenance.
- Corrective maintenance: Method of maintenance where machine failures are dealt with after they have occurred.
- Preventive maintenance: Method of maintenance where maintenance is performed at regular intervals.
- Predictive maintenance: Method of maintenance where IoT technology, etc. are used to detect signs of imminent machine failure/malfunction to prevent them before they happen.
A decrease in corrective maintenance means that the ocurrence of sudden machine stops is coming to an end. Because the alerts tell us in advance that maintenance is needed, maintenance staff are able to plan the exact date and time for the required maintenance work while taking into account the production plans and the operating conditions of the production lines in the factory. This means less cases where we have to wait until the maintenance staff is available when machine failures occur suddenly. This increases factory productivity, which in turn leads to increased income and profit.
Our goal when we were incorporating IoT technology into our factory was not IoT integration itself. Rather, it was more about being able to improve productivity, to allow for better production planning, and so on. I believe the incorporation of IoT technology is one way you can achieve these results.
Use of data can be effective in not only making predictions, but also in finding the cause behind machine failures

――What does it really mean when you say that this allows for better production planning?
Even with the machine replacement I mentioned earlier, before the introduction of predictive maintenance, machine replacement had to be carried out for about 30% of our machines. It has since gone down to about 10%. Also, when the number of machines increase, this usually means that the hours each of the maintenance staff spend on maintenance also increase, but in the case of predictive maintenance, maintenance hours are actually decreasing.
Predictive maintenance isn’t anything incredibly new. Its effectiveness has been proven by many companies and industries before us. For instance, in the aviation industry, it has been used since around the 1970s*1. Machine failure in aircraft must be avoided at all costs, and corrective maintenance is not commonplace, just as you would expect. On the other hand, as parts become more sophisticated and complex, preventive maintenance, including routine inspections, becomes more and more detailed each year, leading to higher costs.
In response to this, the aviation industry is increasing its focus on predictive maintenance, and we even see analyses suggesting that it is preventing machine failure while curbing costs.
*1 This linked page is in Japanese.
https://mag.executive.itmedia.co.jp/executive/articles/1508/17/news015_2.html
――So for your case with predictive maintenance, you’ve put together a system where alerts are made based on sensor data. How did you go about determining the thresholds where the sensors issue an alert?
We started off setting thresholds based on the experience and expertise of the maintenance staff. But it isn’t easy to translate all that into numerical values, and after implementing those initial thresholds, we kept getting false alarms. Machine failure would occur before alerts were issued, or vice versa, where the alerts would be issued too early, for example. But as we accumulated more data, we were able to set thresholds that were more scientifically based and the accuracy of the alerts improved.
Up until now, the only way to determine the cause of equipment failure was to look back on and analyze the experiences and professional intuition of the maintenance staff, or rely on information you can personally observe. But with the incorporation of IoT, we became able to make scientific analyzations with our data on machinery changes and conditions. Predictions were not the only things this made possible. It also allowed us to conduct detailed investigations into the cause and source of the machine failures while referring to changes in the numerical data even after the failure has occurred. I guess you can say that the advantage of using IoT is that it allows us to “visualize” the conditions of the machines.
――So IoT is also useful in investigating the causes of machine failures.
That’s right. That’s why we are now considering increasing our number of data analyzation staff. We would need experts who can spot trends and natural laws in the data along with our maintenance staff with their thorough knowledge of the machines and the factory. In a way, they are experts of two totally different fields, but I believe our job is to find a way for them to work together.
――So it sounds like the key to improving the quality of machine maintenance is the practical application of this data.

On that end, we are also working to keep data shared among each of our maintenance staff. That’s where the maintenance improvement support system we introduced along with the incorporation of IoT technology, TEAM*2, comes in. There is a digital record of what repairs and part replacements have been made for each machine, just like hospital patients’ records, which can be viewed at any time on a tablet or other device. This also allows general maintenance tasks such as part replacements to be handled by less experienced staff, who can refer to the digital manuals available on this system to perform these tasks.
We did have a system for recording the repairs and part replacement history of each machine in the past. But because this system couldn’t be fully digitalized, maintenance staff had to go from the factory manufacturing site back to the office just to look at the relevant documents. The time required to go back and forth in a large factory resulted in losses, and there wasn’t much progress made in the application of the records.
With TEAM, this information can be viewed on a tablet wherever the staff is stationed, which also helped to improve work efficiency. Most importantly, when records are being used effectively as a part of a cycle, those filling out the form would be naturally motivated to be more detailed. We find that this has been resulting in better quality and more detailed “patients’ records.”
*2 TEAM was developed at Fukui Murata Manufacturing and created through the customization and incorporation of partners’ proposed solutions.
――This sharing of information is sure to have helped shorten repair time and improve production quality.
That’s right. TEAM also had one other function. The tasks currently required of the maintenance team are also listed on TEAM. The maintenance staff are able to refer to this list as they work to prioritize what has priority and assign staff to different tasks as appropriate. Until the introduction of TEAM, each maintenance member was personally notified every time a machine failure occurred, so each person’s tasks would pile up and tasks that needed to be prioritized would be left for later and so on.
Now, all of this is centrally managed, connecting each maintenance staff to each other and allowing for the division of work. Of course, once a predictive maintenance alert sounds, this also shows up on TEAM, so we believe this helps allow for quick response.
Mr. Kubodera, Production Technology, Fukui Murata Manufacturing
Started working at Fukui Murata Manufacturing in 1994. After working in manufacturing and maintenance and then working to streamline production, he now plays a key role in promoting process innovation in facility maintenance. Introduced “predictive maintenance” in order to create a shift from maintenance performed after a machine failure occurs, to detecting impending problems and preventing them before they occur. He rationalized the predictive maintenance process, set up predictive monitoring technology, carried out the circulation of its implementation, and more. He was also involved in the development of the maintenance support systems. 3 years after starting the project, corrective maintenance time has gone down by half of what it was before the project.
IoT integration in the manufacturing site took shape in 2016. The advantages to the use of IoT technology are apparent in the changes in the figures after the incorporation. On the other hand, even with the evident advantages, there also must have been quite a few challnges that came with its slow assimilation. There must have been times when they were unable to gain approval from those in management. Despite all of this, how was it that Fukui Murata Manufacturing was able to push IoT integration forward? We ask Mr. Kubodera in the second part of this article.
- Continue reading:The sensor-based “predictive maintenance” implementation at Murata's Fukui Manufacturing facility(Part 2 of 2)
Related articles
- How to Fill the Gap in the Proficiency of Workers? Iwate Murata Manufacturing Edition (Part 2)
- How to Fill the Gap in the Proficiency of Workers? Iwate Murata Manufacturing Edition (Part 1)
- What Is the First Step to Converting a Regular Factory into a Smart Factory? Komoro Murata Manufacturing (Part 2)