Capacitor
Guia de condensadores
Data da revisão final: 07/27/2022
Esta coluna técnica descreve os factos básicos sobre condensadores.
Esta lição descreve os diferentes tipos de condensadores cerâmicos.
À medida que as dimensões dos dispositivos electrónicos diminuíram rapidamente, o mesmo aconteceu com as dimensões dos condensadores cerâmicos e outros componentes electrónicos
3216(1206)→2012(0805)→1608(0603)→1005(0402)→0603(0201)→0402(01005)*,
o que torna a tecnologia de montagem ainda mais difícil.
*tamanho (EIA)
3216(1206):3.2mm×1.6mm/2012(0805):2.0.mm×1.2mm/1608(0603):1.6mm×0.8mm/
1005(0402):1.0mm×0.5mm/0603(0201):0.6mm×0.3mm/0402(01005):0.4mm×0.2mm
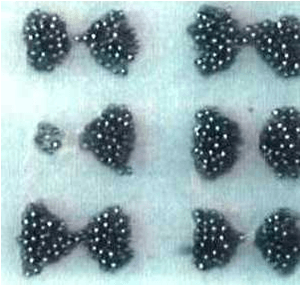
Os problemas de montagem surgem em modos como o posicionamento incorreto, a elevação e a permanência dos componentes, como ilustrado na Fig. 1. Um deles, o chip de pé, é referido como o "fenómeno da lápide" devido ao seu aparecimento, ou por vezes como o "fenómeno de Manhattan".
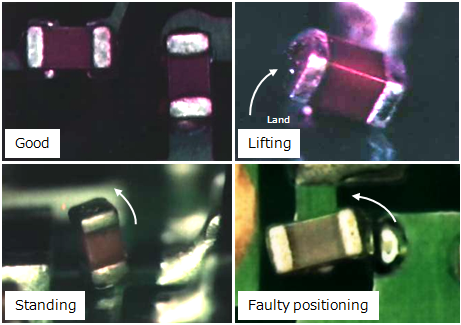
Segue-se uma explicação do mecanismo do fenómeno "tombstone" e dos pontos-chave das medidas a tomar contra ele.
Como mostra a Fig. 2, o mecanismo do fenómeno "tombstone" é que existe um desequilíbrio na tensão que actua sobre os eléctrodos esquerdo e direito do chip durante a soldadura, fazendo com que um dos lados se levante e rode.
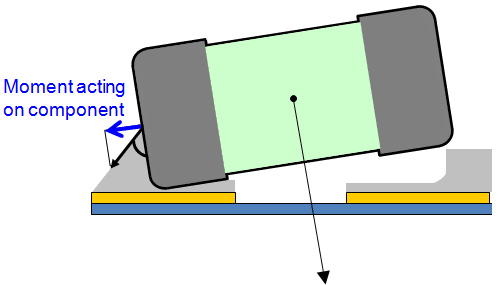
Este desequilíbrio de tensão é afetado pelas áreas de superfície esquerda e direita, quantidade de solda, temperatura, variação da posição de montagem e outros factores, e a chave para uma boa montagem é saber como minimizar as causas do desequilíbrio.
Seguem-se alguns aspectos a que deve estar atento durante a conceção da placa e os processos de montagem ("impressão", "montagem", "soldadura (por exemplo, refluxo)").
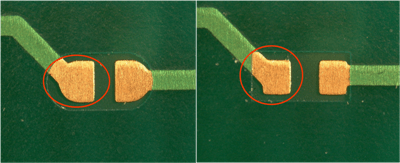
Como mostra a Fig. 3, se as superfícies esquerda e direita (a parte da placa de circuito impresso na qual um padrão de folha de cobre - o componente - está montado) tiverem dimensões diferentes (área de superfície/forma), a tensão que actua nos eléctrodos esquerdo e direito será diferente durante a soldadura, o que conduzirá a uma pastilha em pé.
É importante seguir a forma e as dimensões recomendadas para cada componente e conceber a disposição de modo a que haja simetria bilateral.
Durante o processo de impressão de pasta de solda numa placa de circuito impresso, se a quantidade de solda for desigual à esquerda e à direita, como na Fig. 4, a tensão que actua sobre os eléctrodos esquerdo e direito será diferente durante a soldadura, conduzindo a uma pastilha em pé.
Além disso, um maior volume de solda provoca uma maior tensão nos eléctrodos, pelo que tentar minimizar o volume de solda e torná-lo uniforme à esquerda e à direita são pontos-chave para evitar a formação de pastilhas estacionárias.
Ao montar componentes numa placa de circuito impresso com um montador, um posicionamento ligeiramente incorreto é auto-corrigido pela tensão superficial quando a solda é fundida no processo de refluxo.
No entanto, se o erro de posicionamento for maior do que a tolerância permite, o chip é puxado em direção à solda numa das superfícies da placa, levando a um chip parado. À medida que os tamanhos se tornam mais pequenos, a precisão da montagem dos componentes torna-se ainda mais crítica.
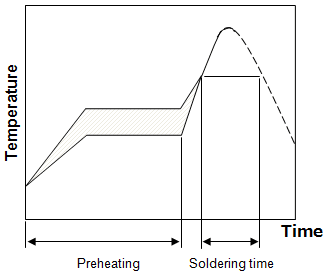
Se a temperatura do forno de refluxo (que aquece a solda para a fundir) subir demasiado depressa, a temperatura no interior do forno de refluxo será instável e poderá haver variações de temperatura entre os terminais dos componentes, dependendo do tamanho e da densidade dos componentes montados na placa. Como resultado, a pasta de solda em diferentes eléctrodos derreterá de forma diferente e a tensão que actua sobre os eléctrodos será diferente, dando origem a uma pastilha parada.
A capacidade térmica no interior do forno pode ser estabilizada e a variação de temperatura pode ser atenuada assegurando uma fase de pré-aquecimento adequada, como se mostra na Fig. 5. Certifique-se de que segue o perfil de refusão recomendado para cada componente.
*Métodos de montagem incorrectos podem causar problemas. Ao decidir sobre as condições de montagem, faça primeiro uma avaliação exaustiva, consultando as precauções de montagem indicadas nas especificações de fornecimento e no catálogo.
Escrito por: H.K., Murata Manufacturing Co., Ltd.
As informações apresentadas neste artigo estavam actualizadas à data da publicação. Por favor, tenha em atenção que podem diferir das informações mais recentes.
