Condensateur
Guide des condensateurs
Date de révision finale : 27/07/2022
Cette rubrique technique décrit les données de base sur les condensateurs.
Cette leçon décrit les différents types de condensateurs céramiques.
La réduction rapide de la taille des appareils électroniques s'est accompagnée d'une diminution de la taille des condensateurs céramiques et d'autres composants électroniques.
3216(1206)→2012(0805)→1608(0603)→1005(0402)→0603(0201)→0402(01005)*,
ce qui rend la technologie de montage d'autant plus difficile.
*taille (EIA)
3216(1206):3.2mm×1.6mm/2012(0805):2.0.mm×1.2mm/1608(0603):1.6mm×0.8mm/
1005(0402):1.0mm×0.5mm/0603(0201):0.6mm×0.3mm/0402(01005):0.4mm×0.2mm
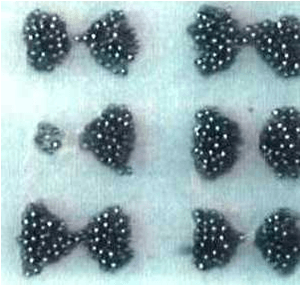
Les problèmes de montage se manifestent par des défauts de positionnement, de levage et d'immobilisation des composants, comme l'illustre la figure 1. L'un d'entre eux, la puce en position debout, est appelé "phénomène de la pierre tombale" en raison de son apparence, ou parfois "phénomène de Manhattan".
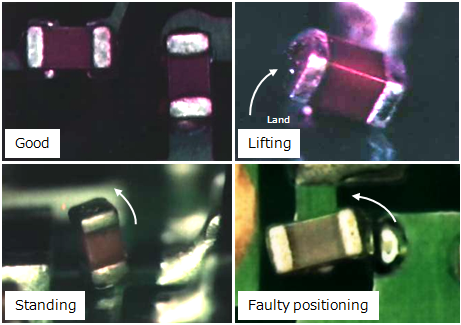
Voici une explication du mécanisme du phénomène de la pierre tombale et des points clés des mesures à prendre pour le contrer.
Comme le montre la figure 2, le mécanisme du phénomène de la pierre tombale est un déséquilibre dans la tension agissant sur les électrodes gauche et droite de la puce pendant la soudure, ce qui entraîne le soulèvement et la rotation d'un côté.
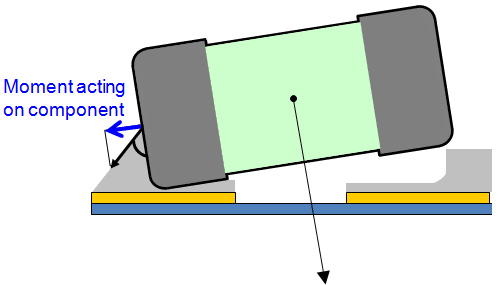
Ce déséquilibre de tension est affecté par les surfaces de contact gauche et droite, la quantité de soudure, la température, la variance de la position de montage et d'autres facteurs, et la clé d'un bon montage est de savoir comment minimiser les causes du déséquilibre.
La clé d'un bon montage est de savoir comment minimiser les causes du déséquilibre. Voici quelques éléments dont vous devez tenir compte lors de la conception de la carte et des processus de montage ("impression", "montage", "brasage (par exemple, refusion)").
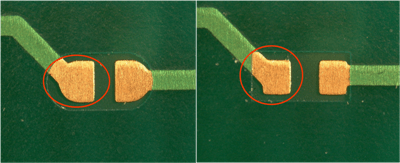
Comme le montre la figure 3, si les surfaces gauche et droite (la partie du circuit imprimé sur laquelle une feuille de cuivre - le composant - est montée) sont de dimensions différentes (surface/forme), la tension agissant sur les électrodes gauche et droite sera différente pendant la soudure, ce qui entraînera la formation d'un chip debout.
Il est important de respecter la forme et les dimensions recommandées pour chaque composant et de concevoir la disposition de manière à ce qu'il y ait une symétrie bilatérale.
Au cours du processus d'impression de la pâte à braser sur une carte de circuit imprimé, si la quantité de brasure est inégale à gauche et à droite, comme sur la figure 4, la tension agissant sur les électrodes gauche et droite sera différente au cours de la soudure, ce qui entraînera l'apparition d'un copeau debout.
En outre, un volume de soudure plus important entraîne une plus grande tension sur les électrodes. Il est donc essentiel de s'efforcer de minimiser le volume de soudure et de l'uniformiser à gauche et à droite pour éviter les copeaux de soudure.
Lors du montage de composants sur un circuit imprimé à l'aide d'une monteuse, un léger défaut de positionnement est auto-corrigé par la tension superficielle lorsque la soudure est fondue lors du processus de refusion.
Toutefois, si l'erreur de positionnement est supérieure à la tolérance autorisée, la puce est tirée vers la soudure sur l'une des surfaces de la carte, ce qui entraîne un blocage de la puce. Au fur et à mesure que les tailles diminuent, la précision du montage des composants devient de plus en plus critique.
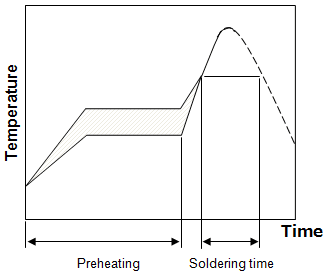
Si la température du four de refusion (qui chauffe la soudure pour la faire fondre) augmente trop rapidement, la température à l'intérieur du four de refusion sera instable et il pourrait y avoir des variations de température entre les bornes des composants, en fonction de la taille et de la densité des composants montés sur la carte. En conséquence, la pâte à braser sur les différentes électrodes fondra différemment et la tension agissant sur les électrodes sera différente, ce qui conduira à un chip debout.
La capacité thermique à l'intérieur du four peut être stabilisée et les variations de température atténuées en assurant une étape de préchauffage appropriée, comme le montre la figure 5. Veillez à respecter le profil de refusion recommandé pour chaque composant.
*Des méthodes de montage incorrectes peuvent causer des problèmes. Lorsque vous décidez des conditions de montage, procédez d'abord à une évaluation approfondie, en vous référant aux précautions de montage indiquées dans les spécifications de livraison et dans le catalogue.
Écrit par : H.K., Murata Manufacturing Co.
Les informations présentées dans cet article étaient à jour à la date de publication. Veuillez noter qu'elles peuvent différer des informations les plus récentes.
