Condensador
Guía de condensadores
Fecha de revisión final: 27/07/2022
Esta columna técnica describe los datos básicos sobre los condensadores.
Esta lección describe los distintos tipos de condensadores cerámicos.
A medida que los tamaños de los dispositivos electrónicos se han reducido rápidamente, también lo han hecho los tamaños de los condensadores cerámicos y otros componentes electrónicos
3216(1206)→2012(0805)→1608(0603)→1005(0402)→0603(0201)→0402(01005)*,
lo que dificulta aún más la tecnología de montaje.
* Tamaño (EIA)
3216(1206):3.2mm×1.6mm/2012(0805):2.0.mm×1.2mm/1608(0603):1.6mm×0.8mm/
1005(0402):1.0mm×0.5mm/0603(0201):0.6mm×0.3mm/0402(01005):0.4mm×0.2mm
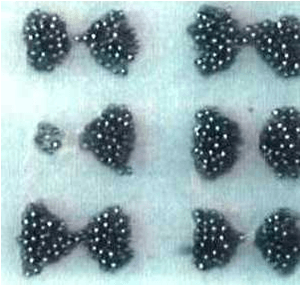
Los problemas de montaje se manifiestan de diversas formas, como la colocación defectuosa, el levantamiento y la parada de componentes, tal y como se ilustra en la Fig. 1. Uno de ellos, la viruta parada, se denomina "fenómeno lápida" por su aspecto, o a veces "fenómeno Manhattan".
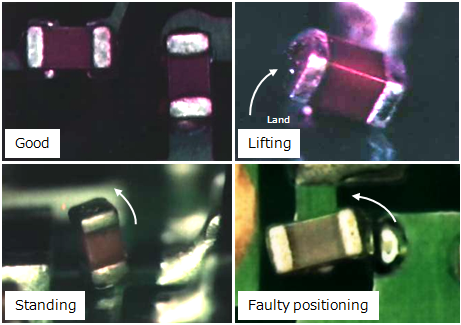
A continuación se explica el mecanismo del fenómeno de la lápida y los puntos clave para tomar medidas contra él.
Como muestra la Fig. 2, el mecanismo del fenómeno de la piedra sepulcral es que hay un desequilibrio en la tensión que actúa sobre los electrodos izquierdo y derecho del chip durante la soldadura, lo que provoca que uno de los lados se levante y gire.
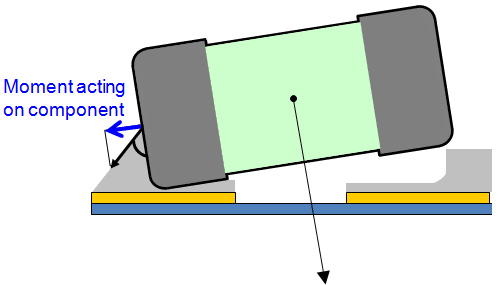
Este desequilibrio de tensión se ve afectado por las superficies de contacto izquierda y derecha, la cantidad de soldadura, la temperatura, la variación de la posición de montaje y otros factores, y la clave de un buen montaje es saber cómo minimizar las causas del desequilibrio.
A continuación se indican algunos aspectos que debe tener en cuenta durante el diseño de la placa y los procesos de montaje ("impresión", "montaje", "soldadura (por ejemplo, reflujo)").
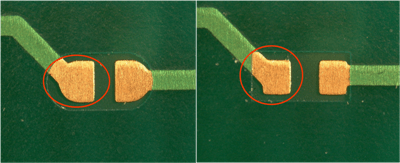
Como muestra la Fig. 3, si las superficies izquierda y derecha (la parte de la placa de circuito impreso en la que se monta un patrón de lámina de cobre, el componente) tienen dimensiones (superficie/forma) diferentes, la tensión que actúa sobre los electrodos izquierdo y derecho será diferente durante la soldadura, lo que provocará un chip parado.
Es importante respetar la forma y las dimensiones recomendadas para cada componente y diseñar la disposición de modo que exista simetría bilateral.
Durante el proceso de impresión de pasta de soldadura en una placa de circuito impreso, si la cantidad de soldadura es desigual a izquierda y derecha, como en la Fig. 4, la tensión que actúa sobre los electrodos izquierdo y derecho diferirá durante la soldadura, lo que provocará una viruta parada.
Además, un mayor volumen de soldadura provoca más tensión en los electrodos, por lo que esforzarse en minimizar el volumen de soldadura y hacerlo uniforme a izquierda y derecha son puntos clave para evitar las virutas paradas.
Cuando se montan componentes en una placa de circuito impreso con un montador, la tensión de la superficie al fundir la soldadura en el proceso de reflujo corrige por sí sola un ligero error de posicionamiento.
Sin embargo, si el error de posicionamiento es mayor de lo que permite la tolerancia, el chip es arrastrado hacia la soldadura en una de las tierras de la placa, lo que da lugar a un chip parado. A medida que se reducen los tamaños, la precisión en el montaje de los componentes se vuelve más crítica.
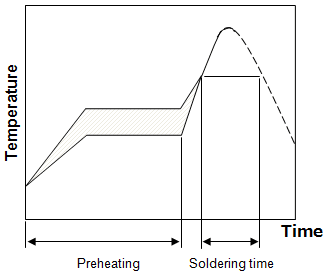
Si la temperatura del horno de reflujo (que calienta la soldadura para fundirla) sube demasiado rápido, la temperatura dentro del horno de reflujo será inestable y podría haber variaciones de temperatura entre los terminales de los componentes, dependiendo del tamaño y la densidad de los componentes montados en la placa. Como consecuencia, la pasta de soldadura de los distintos electrodos se fundirá de forma diferente y la tensión que actúe sobre los electrodos será diferente, lo que provocará que el chip se quede parado.
La capacidad térmica dentro del horno puede estabilizarse y la variación de temperatura mitigarse asegurando una etapa de precalentamiento adecuada, como se muestra en la Fig. 5. Asegúrese de seguir el perfil de reflujo recomendado para cada componente.
*Los métodos de montaje incorrectos pueden causar problemas. A la hora de decidir las condiciones de montaje, realice primero una evaluación exhaustiva, consultando las precauciones de montaje indicadas en las especificaciones de entrega y en el catálogo.
Escrito por: H.K., Murata Manufacturing Co., Ltd.
La información presentada en este artículo estaba actualizada en la fecha de publicación. Tenga en cuenta que puede diferir de la información más reciente.
