Condensateur
Guide des condensateurs
Date de révision finale : 27/07/2022
Bonjour à tous ! Cette rubrique décrit les condensateurs céramiques multicouches (ci-après "puces"), qui sont devenus indispensables aux appareils électroniques. Cette leçon décrit le phénomène des "fissures de déformation" qui peuvent se produire dans ces puces.
Tant que les puces sont manipulées correctement, les fissures ne se produisent pas. Cependant, les puces sont fabriquées en céramique, comme les tasses et les soucoupes, et peuvent donc se fissurer si elles sont soumises à une force mécanique excessive. Nous souhaitons donc décrire le mécanisme par lequel les fissures de déformation se produisent et enseigner comment les prévenir.
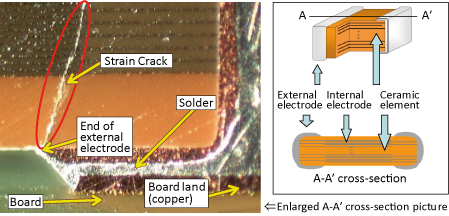
Tout d'abord, examinons la figure 1 pour voir ce qu'est une fissure de déformation. Une fissure de déformation est une fissure produite par la déformation. Les fissures de déformation sont difficiles à découvrir de l'extérieur de la puce. L'image ci-dessous montre une photographie d'un copeau qui a été coupé et dont la surface a été polie.
Une fissure s'étendant en diagonale à partir de l'extrémité de l'électrode externe peut être confirmée, ce qui est caractéristique des fissures de déformation.
Ce type de fissure se produit parce que les puces sont montées sur la surface de la carte à l'aide de soudure. Lorsqu'une force mécanique excessive est appliquée à une carte, celle-ci se plie et se tord, ce qui entraîne l'apparition de fissures de déformation.
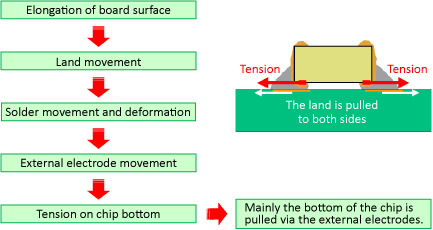
Examinons ce qui se passe lorsqu'une planche se plie.
La surface supérieure de la carte s'allonge et la surface inférieure se comprime, comme le montre la figure 2. Cet allongement de la surface supérieure entraîne le déplacement de la couche de cuivre vers la droite et vers la gauche.

Lorsque le terrain se déplace, la soudure se déplace et se déforme également. Cette déformation de la soudure entraîne le déplacement et la déformation des électrodes externes de la puce, ce qui a pour effet de concentrer les contraintes de traction à l'extrémité des électrodes externes de la puce, et de provoquer des fissures lorsque ces contraintes de traction dépassent la résistance du diélectrique de la puce.
Lorsqu'une fissure de déformation s'étend de l'extrémité d'une électrode externe sur la surface inférieure à une électrode externe sur la surface supérieure, la capacité chute et un circuit ouvert peut se former. En outre, même si la fissure n'est pas très importante, si elle atteint une électrode interne, des matières organiques dans le flux de soudure ou de l'humidité peuvent pénétrer dans la puce par l'espace formé par la fissure, ce qui entraîne une détérioration de la résistance d'isolation. Lorsque la charge de tension est élevée et que des courants importants circulent, les fissures de déformation peuvent également entraîner un court-circuit dans le pire des cas.
Les puces présentant des fissures de déformation sont difficiles à éliminer par tri visuel ou autre inspection externe. Il est donc important de mettre en œuvre des contrôles pour empêcher l'application d'une force mécanique excessive afin d'éviter les fissures.
Afin de prévenir l'apparition de fissures de déformation, des mesures doivent être prises pour empêcher l'application d'une force mécanique excessive sur les sites de production où les produits sont fabriqués.Existe-t-il de bonnes méthodes permettant de voir si une force mécanique excessive est appliquée ? Une méthode efficace consiste à mesurer la déformation. Tout d'abord, expliquons ce qu'est la quantité de déformation.
La déformation désigne la quantité de changement par unité de longueur lorsqu'une charge est appliquée à un objet. Le facteur d'allongement à ce moment-là est appelé la valeur de la déformation.
ε=ΔL/L
ε : quantité de déformation ; L : longueur avant l'application de la force ; ΔL : changement de longueur
Par exemple, lorsqu'une tige de 1000 mm de long est tirée vers la gauche et la droite et devient longue de 1001 mm, la déformation est la suivante :
1 mm/1000 mm = 0.001ST = 1000μST
Afin de prévenir les fissures de déformation, des contre-mesures sont prises sous les deux aspects de la conception de la carte et du contrôle du processus. Tout d'abord, nous introduirons des contre-mesures du point de vue du contrôle des processus. La quantité de déformation dans un processus est contrôlée en mesurant la quantité de déformation décrite ci-dessus. Tout d'abord, une valeur de déformation standard est fixée. Une petite valeur permet un contrôle strict, tandis qu'une valeur trop élevée peut entraîner des fissures de déformation. Les clients qui fabriquent des produits susceptibles d'affecter la vie humaine utilisent souvent 500 μST, et les clients qui fabriquent des produits de consommation générale utilisent souvent 1000 μST comme valeur standard.
Même pour un même degré de déformation de la carte, la contrainte appliquée aux composants diffère selon le type et l'épaisseur de la carte et d'autres facteurs. La situation actuelle est telle que les clients établissent des normes sur la base de leur propre jugement et de leur expérience.
Ensuite, la quantité de déformation dans chaque processus est mesurée. Murata a résumé les types de processus de travail dans lesquels des fissures de déformation se produisent en se basant sur des études d'incidents passés. La priorité doit être donnée au contrôle de ces processus.
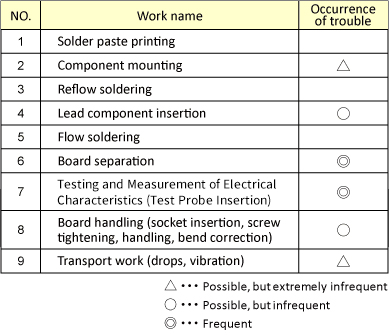
L'amélioration des installations, l'amélioration du travail et d'autres mesures correctives sont prises pour supprimer la quantité de contrainte pour les processus qui dépassent la norme fixée.
Ensuite, nous présenterons les principales mesures préventives du point de vue de la conception.
1. Distance par rapport aux bords de la carte, aux trous de vis et aux connecteurs
(Assurer une distance appropriée, par exemple 10 mm ou plus).
2. Disposition
(En général, la disposition doit être parallèle aux lignes de séparation. Les puces ne doivent pas être
Les puces ne doivent pas être placées à des endroits où les contraintes se concentrent facilement, tels que les coins des planches et les coudes des planches en forme de L.)
en forme de L).
3. Choix du type de ligne de séparation
(Les fentes sont préférables aux perforations).
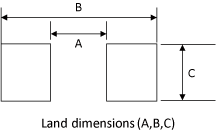
4. Largeur du terrain
(La dimension C doit être inférieure à la dimension W (largeur) de la puce).
5. Conception de l'agencement des motifs
(Le motif de la feuille de cuivre doit être conçu de manière à ce que le circuit imprimé ne se déforme pas pendant la soudure par refusion.
pas se déformer pendant le soudage par refusion).
6. Utilisation de composants contenant de la résine dans l'électrode externe
(Utiliser les composants contenant de la résine dans l'électrode externe aux endroits supposés être soumis à de fortes contraintes.
dans les endroits où l'on pense qu'ils sont soumis à de fortes contraintes).
Murata a participé et offert des conseils sur la mesure de la déformation et la conception des cartes au Japon et dans le monde entier, et a cultivé diverses compétences et connaissances sur la manière de résoudre les fissures dues à la contrainte.
À l'avenir, nous avons l'intention de continuer à faire de notre mieux pour résoudre les problèmes des clients.
Quelle a été votre impression à la lecture de cet article ? S'il y a quelqu'un qui :
・n'a pas tout à fait compris,
・veut en savoir plus sur la mesure de la déformation,
・veut savoir plus précisément ce qu'il faut étudier lors de la conception des cartes,
N'hésitez pas à nous contacter par e-mail pour toute question.
Les informations présentées dans cet article étaient à jour à la date de publication. Veuillez noter qu'elles peuvent différer des informations les plus récentes.
