
Basics of Site Improvement - The True Nature and Elimination of "Muri," "Muda," and "Mura" Lurking in Smart Factories
What are "Muri," "Muda," and "Mura?"
"Muri" (Unreasonableness), "Muda" (Waste), and "Mura" (Inconsistencies) are said to be the "three factors that reduce work efficiency." In the manufacturing industry, unreasonableness, waste, and inconsistencies are serious problems that not only hinder increases in production efficiency but also directly lead to lower quality and overloading of equipment.
There are various interpretations of unreasonableness, waste, and inconsistencies in industry, but here we will explain these concepts within the context of the manufacturing industry and in relation to plants that are promoting the shift to smart factories in particular.
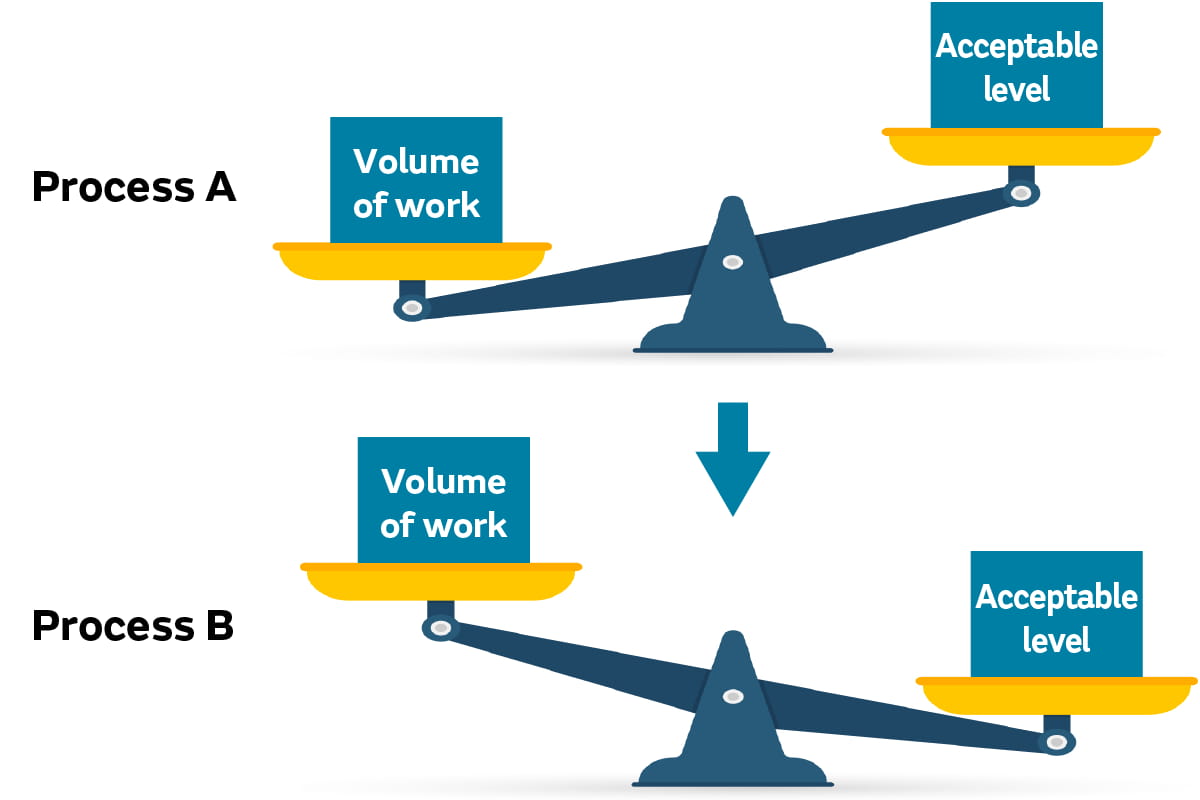
What is unreasonableness?
"Unreasonableness" refers to a condition in which the volume of work is too high with respect to the acceptable level. Workers are required to produce results beyond their capabilities, or equipment continues to be used at the limit of its capacity. Under this condition, it is difficult to reach production targets, and it may cause defective products to leak, etc. due to inspection errors. In addition, continued use of equipment at its limit may cause equipment maintenance costs to increase and shorten the equipment lifespan.

What is waste?
"Waste" refers to the condition in which the volume of work is too low with respect to the acceptable level. This is a condition in which the volume of work is too low with respect to the workers' capabilities, or the equipment capacity is not fully utilized. Cost performance may decrease due to waiting around by excess staff and idle equipment and lead to a downturn.

What are inconsistencies?
"Inconsistencies" refers to the condition in which the volume of work is sometimes too high or too low with respect to the acceptable level. This is a condition in which unreasonableness and waste co-exist such as a manufacturing line where both unreasonable and wasteful processes are present, for example. In this case, the inherent production efficiency cannot be achieved because the work time varies depending on the process.
Causes of unreasonableness, waste, and inconsistencies in smart factories
In smart factories, where industrial robots and various types of automatic machines and conveyors have been introduced, people tend to think that unreasonableness, waste, and inconsistencies have already been solved. However, there are forms of unreasonableness, waste, and inconsistencies that occur due to the advancement of smart factories. Here, rather than focus on major themes such as overall production line management or production volume forecasting, we will explain the causes of unreasonableness, waste, and inconsistencies in the manufacturing processes of smart factories.
Inappropriate movement lines of workers and layouts of materials/equipment
Smart factories perform various types of work such as assembly and processing at high speed. However, components are supplied to the industrial robots and automatic machines in the processes by workers. In this case, if the component storage location and the supply location are inappropriately far apart from one another, supplying components will take time, and the line speed will have to be reduced or the line itself stopped for a short period of time.
A defect has occurred in the equipment
When shifting to a smart factory, the productivity can be dramatically increased by the introduction of large-scale equipment. However, all equipment is plagued by "deterioration from use" and "deterioration over time." For example, even slight wear or loss in equipment may lead to a decrease in the operating precision, which can in turn cause a malfunction.
Imbalance between automated and non-automated processes
In smart factories, the work time between industrial robots and automatic machines is accurately calculated, and unreasonableness, waste, and inconsistencies do not occur due to automation including the conveyance speed. Unquestionably, smart factories have shortened the setup time*1 and incidental work time*2 to an extreme. However, in reality there are many types of work that cannot be automated. In processes that cannot be automated, collaborative robots, etc. can be utilized to prevent a decrease in the processing speed and reduce the burden on the workers. Nevertheless, the physiological phenomena and fatigue of workers may still remain from before the introduction of smart factories.
*1: Preparation time to operate a manufacturing line.
*2: Time required for waiting around during work, machine operation, inspection, etc.
Why are unreasonableness, waste, and inconsistencies not found?
Smart factories automate various processes. Why can't unreasonableness, waste, and inconsistencies be found? Let us consider the reasons.

Personalization of work - indifference to waste and inconsistencies
When it comes to "personalization," it may seem unrelated to smart factories, but that is actually not entirely true. As the equipment used in processes become more advanced, the workers who can operate it require more knowledge and skill. This is where the expert personalization occurs. Personalization leads to long-term work immobilization and causes indifference to waste and inconsistencies.
Habituation of inconvenience - waste created by the equipment layout
Changing a layout with many pieces of equipment in a smart factory requires a significant number of man-hours. Therefore, there are cases in which work is performed on inappropriate movement lines even if it is somewhat inconvenient, and the line continues to be used even if the speed decreases. So when inappropriate movement lines and decreases in line speed become a habit, it causes waste to occur.
Daily occurrence of short work stoppages - waste due to ignoring small-scale equipment malfunctions
Industrial robots and automatic machines that are properly maintained operate with high precision and high speed. However, these high-precision and high-speed machines also are sensitive to component wear and deterioration, which requires frequent inspection and maintenance work. In some cases, slight malfunctions are handled by on-site workers, which can cause short work stoppages. Short work stoppages not only have a negative impact on production efficiency but also cause industrial accidents due to the high possibility that workers may enter hazardous areas while industrial robots and automatic machines are in operation.
Eliminating unreasonableness, waste, and inconsistencies
Activities such as visualizing work, extracting waste and inconsistencies, as well as planning, implementing, and verifying countermeasures are essential for eliminating unreasonableness, waste, and inconsistencies. Here, we explain how to conduct these activities and the points to keep in mind.

Visualizing work - collecting work data
One of the reasons given to explain why unreasonableness, waste, and inconsistencies lurk within daily work is that "the workers are unaware." Therefore, we observe the workers' actions and collect data about how much time was spent on which tasks. In addition, the process of deterioration can be assessed by installing sensors to measure vibration, voltage, and current on the equipment and collecting data.
However, it is important to note here that the collection of observational data is not the only objective. It is important to analyze the data obtained through observation and extract the problems.
Extracting unreasonableness, waste, and inconsistencies - analyzing observational data
The time required for each task is organized to extract the unreasonableness, waste, and inconsistencies from the observed data. Next, the tasks are graphed in order according to the time required. An example graph is shown below. This graph is called a "Pareto chart," which is one of the "Seven Basic Tools of Quality." The Seven Basic Tools of Quality are methods for separating and organizing various types of observational data into items and analyzing the data correlations. In addition to Pareto charts, there are other types, such as characteristic diagrams, histograms, scatter diagrams, and control charts, which are used to analyze problems that occur in plants and consider measures to solve problems.
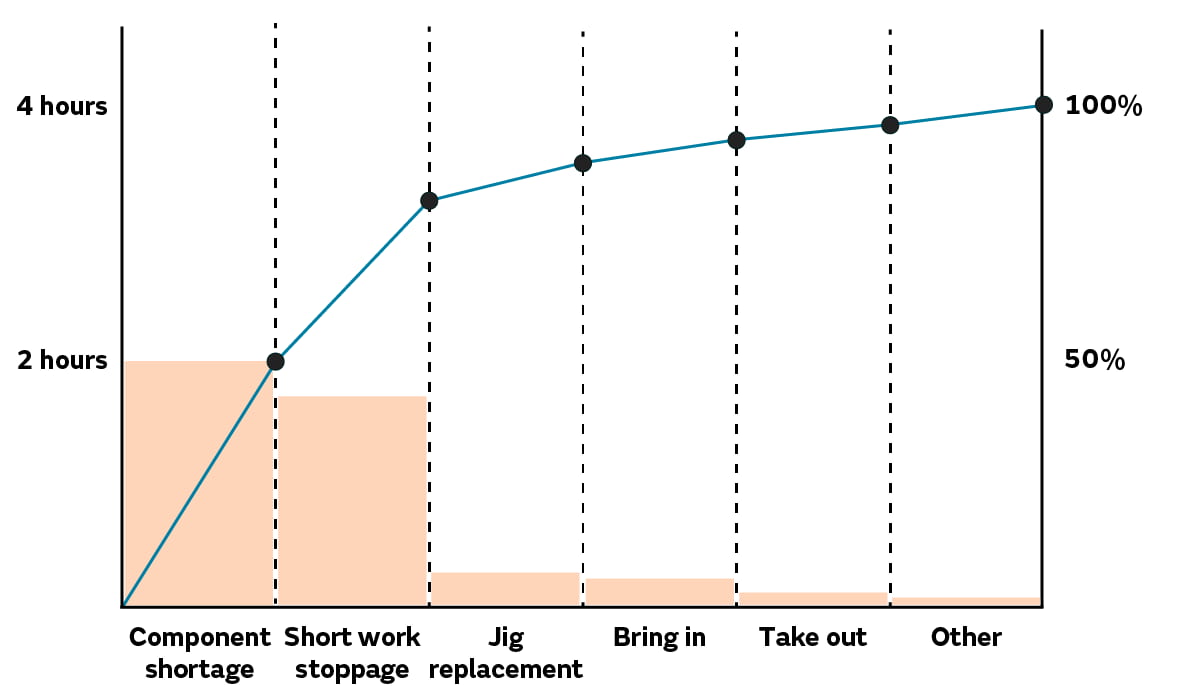
This chart divides the work interruption time according to the various reasons for the interruptions, represents them on a bar chart in order starting with the longest interruption, and shows the accumulated time as a polygonal line graph. This figure shows that the time spent dealing with component shortages and short work stoppages accounts for a high percentage of the non-work time. Moreover, we can see that if the time spent on these two issues is shortened, it will lead to a reduction in unreasonableness, waste, and inconsistencies. In addition, it is also possible to investigate the cause and effect relationship between short work stoppages and the condition of the equipment by comparing the time required for short work stoppages with the data from various sensors installed on the equipment.
Creating, sharing, and implementing a concrete plan - PDCA and the QC circle
Data is collected and analyzed to create improvement measures to solve the revealed problems. The activities consisting of planning improvement measures (Plan), implementing the measures (Do), checking the outcome (Check), and undertaking improvements (Act/Action) is called "PDCA," and the process of working on the improvement results as the next theme is called the "PDCA cycle." By repeating this cycle, production activities with a higher level of productivity can be achieved.
However, the measures are not only limited to what can be done within one's own team. In some cases, actions based on the knowledge, skills, and cooperation of other teams may be required. Therefore, QC circle activities such as sharing the analysis results with other teams and acting in cooperation are also needed.
Summary
Speaking of unreasonableness, waste, and inconsistencies, one tends to picture old-fashioned plants, but these issues also occur in processes that have shifted to become smart factories. That is because "the shift to smart factories is primarily an activity that increases production volume and does not lead to the elimination of man-made problems in some cases." In fact, when it comes to smart factories, many people say, "We spent a lot of money, but we are not satisfied with the results."
When you are dissatisfied with the effectiveness of the smart factory transformation, you might discover the hint of a solution by seeing things once again through the eyes of a worker and paying attention to people's movements, voices, the placement of equipment, etc.
Related articles
- Fully Restoring Production Capacity Four Months After an Earthquake - The Comprehensive Strength of Murata Which Supported the Recovery
- Roadmap for Achieving the Company-wide, Connected Manufacturing of the Future
- Technologies and Ideas for Realizing a More Comfortable Society Through Wireless Power Supply (Wireless Power Transfer)